Considerações Gerais
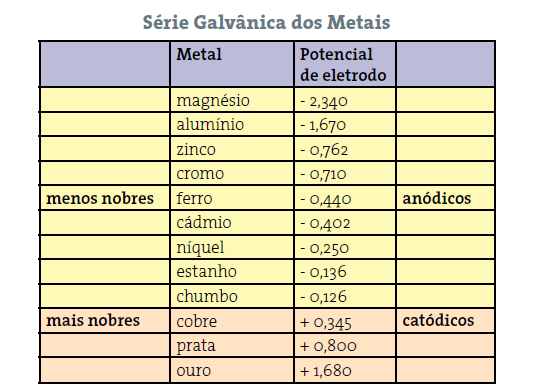
- O principal objetivo da zincagem é impedir a corrosão do ferro/
aço. O zinco, por ter um poder de oxidação maior do que o
do ferro, passa a ser corroído com a finalidade de proteger o
metal base. A Fig. II.1 mostra a Série Galvânica de alguns metais,
com seus respectivos potenciais de oxidação.
- São diversas as aplicações atualmente utilizadas, como por
exemplo nos segmentos: elétrico, estruturas metálicas, refrigeração,
tubulações, irrigação, mineração, etc.
- Alguns fatores devem ser levados em conta para decisão de se
galvanizar, como:
a) Custo de aplicação do revestimento;
b) Vida útil antes da primeira manutenção;
c ) Custo da manutenção do revestimento;
d ) Custo de paralisação para manutenção.
Processo de Galvanização
Preparação da superfície:
1 – DESENGRAXE: banho preparado principalmente
da composição de Hidróxido de
Sódio (Soda Cáustica) e tensoativos. Tem
como objetivo a remoção de óleos e graxas.
2 – DECAPAGEM: após o desengraxe e lavagem
em água para remoção do desengraxante,
as peças são decapadas geralmente
em Ácido Clorídrico (Ácido Muriático), cujo
objetivo é a remoção de camadas de oxidação,
cascas e carepas de óxido presentes no metal
base. Nota: O jateamento abrasivo também é
muito utilizado para se eliminar salpícos de
solda, ferrugem, ou tinta. Além disso, acaba
favorecendo através de uma superfície áspera,
uma melhor ancoragem (aderência) do zinco.
3 – FLUXAGEM: após a lavagem em água
para remoção de eventuais resíduos de ácido,
como também de sais de metal formados durante
a decapagem, é realizada a fluxagem,
composta geralmente por Cloreto de Amônio
e Cloreto de Zinco, cujo objetivo é melhorar a
uniformidade da camada de zinco ao longo da
peça a ser zincada na cuba de zincagem , o ferro/aço são imediatamente molhados pelo zinco. Ao
se retirar as peças do banho, uma quantidade
de zinco fundido é arrastada sobre as camadas
de liga e, ao se solidificar, transforma-se
na camada externa de zinco praticamente
puro.
4 - Zincagem : Quando a peça é imersa
na cuba de zincagem, o ferro/aço
são imediatamente olhados pelo zinco. Ao
se retirar as peças do banho, uma quantidade
de zinco fundido é arrastada sobre as camadas
de liga e, ao se solidificar, transforma-se
na camada externa de zinco praticamente
puro.
5 - Passiva ção: Com o objetivo de proteger
o ínicio da oxidação branca na camada
de zinco, utiliza –se soluções cromatizantes
a base de Ácido Crômico e Bicromatos. Para
superfícies que serão tratadas com pintura
após a zincagem, não se recomenda a utilização
deste processo.




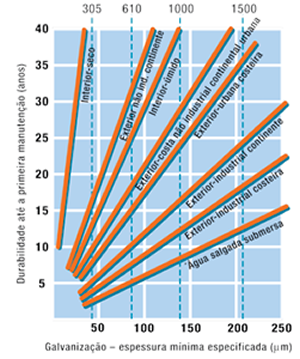
Tempo de vida do revestimento de Zinco
- Experimentalmente pode-se constatar
que o tempo de vida do revestimento
depende da espessura de camada
aplicada (massa), variando sob
a influência do ambiente de trabalho.
(fig. IV 1)
- Abaixo ilustramos a durabilidade
do tratamento em função da espessura
da camada mínima em mícrons e o meio
ambiente:
Fatores de Influência na formação do revestimento
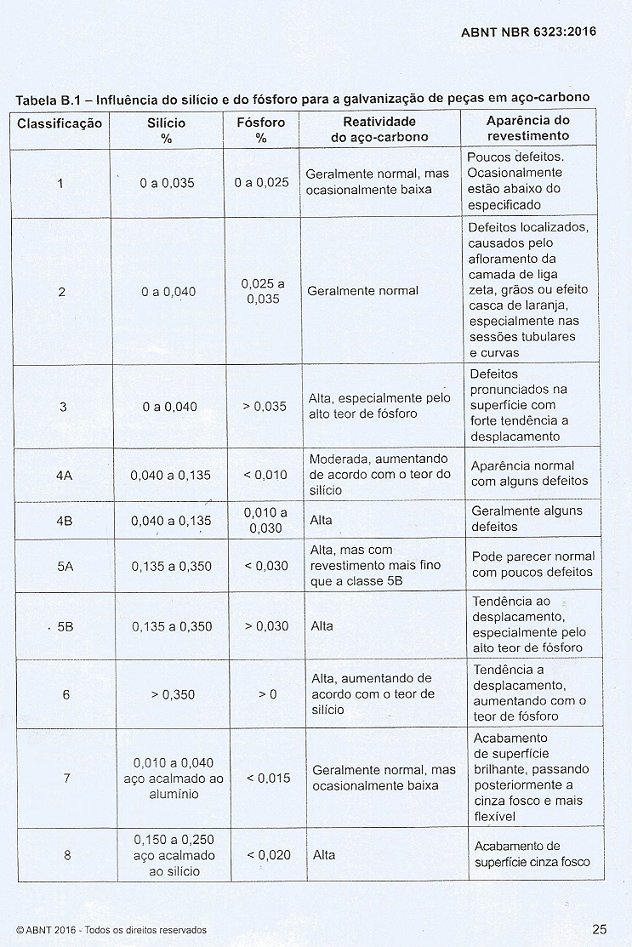
1 – Metal Base: elementos como Carbono, Fósforo,
Enxofre, Silício e Manganês, ativam a reação,
sendo que o Silício é o mais reativo atuando na
camada Zeta com maior intensidade, formando
um aspecto acinzentado escuro.
1.1 Observando –se a micrografia do revestimento,
nota-se a formação de várias camadas, sendo:
- Gama: próxima ao aço, constituída de 21 a 28%
de Ferro;
- Delta: constituída de 7 a 12 % de Ferro;
- Zeta: constituída de 5,8 a 6,2 % de Ferro;
- Eta: camada final que apresenta praticamente
zinco puro.
2 – Superfície: camadas mais espessas são
obtidas com a rugosidade da superfície do metal
base (beneficiando a ancoragem mecânica).
3 – Temperatura: a temperatura de fusão do
Zinco é de 419,5 °C, sendo que durante o processo
de zincagem a temperatura deve ficar entre
445 e 455 °C.- Quanto mais alta a temperatura, mais rápida
é a reação Zn – Fe, sendo desaconselhável temperaturas
acima de 470 °C.
3.1
A temperatura de zincagem pode variar
de 445 °C a 455 °C ; a velocidade de reação
é muito rápida no ínicio, formando-se a maior
parte da camada. Em seguida a reação passa
a ser mais lenta e a espessura não aumenta
muito, mesmo permanecendo imersa por longo
tempo.
4 – Tempo: como a temperatura, o tempo de
imersão é um dos fatores que influenciam na
formação da camada de zinco na peça. Quanto
maior o tempo de imersão, maior será a camada.
Além disso, existe o tempo inerente à imersão,
que consiste na velocidade do equipamento
que desce e sobe os materiais no banho de
zinco. Geralmente esta velocidade varia de 6 a
8 metros por minuto na imersão e 0,8 metros
na remoção.
5 – Composição do Banho: os principais elementos
adicionados ao banho de zinco, e que
na prática se mostram verdadeiramente relevantes
na formação da camada são: o Alumínio
e o Níquel. O Alumínio já utilizado a mais tempo,
se mostra eficiente na redução da aplicação
da camada quando adicionado em quantidade
acerca de 0,005% do total da massa do banho
de zinco. As grandes vantagens proporcionadas
pela adição do alumínio são: a redução na velocidade
de oxidação do banho, a redução de perdas
de calor e ainda um acabamento diferenciado
na peça em relação à aparência. O Níquel
por sua vez foi descoberto mais recentemente
e só então foi constatado que em adições perto
dos 0,05% do total da massa do banho, ele se
mostra determinante na formação da camada
de zinco; porém como o níquel age inibindo e
retardando o efeito catalisador que o silício,
presente no metal base, causa na formação da
liga Fe-Zn durante o processo, o níquel só terá
relevante importância na formação da camada
em aços de maior teor de silício, que são os chamados
aços reativos.
5.1 – No processo de zincagem por imersão a
quente dois resíduos aparecem e podem contaminar
o banho:
- Borra: massa pastosa constituída de Fe-Zn
(5,0 % + 95,0 %)
- Cinza ou Escória: formada basicamente por
óxido de zinco na superfície do banho.
6 – A espessura do revestimento varia de
acordo com vários fatores, ou seja:
- Aço: composição química e a espessura do
metal;
- Composição do banho de zinco: Zn, Al, Pb, Ni,
etc;
- Temperatura: em torno de 450 ° C;
- Tempo de imersão: características específicas
da peça.
6.1 As várias tonalidades de cor cinza, brilho
ou ausência do brilho não tem qualquer efeito
sobre a eficácia do revestimento.
Qualidade dos Produtos Zincados
1 – ESPESSURA DO REVESTIMENTO: determinada por medidores magnéticos, metalografia ou determinação de massa por unidade de área.

2 – APARÊNCIAS DO REVESTIMENTO:
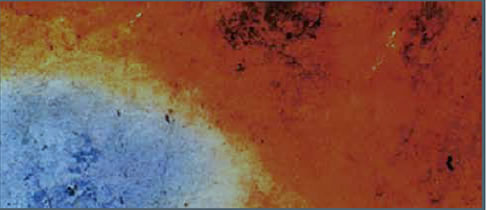
2.1 – Revestimento Cinza Fosco: ocorre principalmente em aços com teor relativamente alto de Silício ou Fósforo. Apresentam vida útil muito maior, e geralmente menor resistência mecânica.

2.1.1 – Silício: Vemos nesta foto VI 2 mais um exemplo onde o metal base é rico na concentração de silício, ocasionando assim as manchas centrais que observamos nas peças.

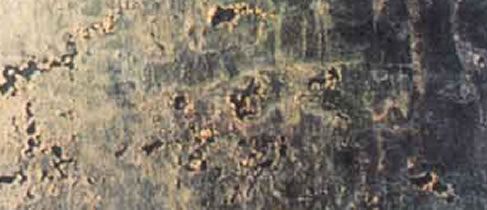
2.1.2 –Concentração de Metais: Na foto VI 3 podemos observar que em uma mesma peça pode haver ocorrência de elevadas concentrações de diferentes tipos de metais. Por exemplo, do lado esquerdo podemos constatar mais uma vez a presença do silício enquanto que do lado direito aparece elevada concentração de carbono.

2.1.3 –Concentração de Carbono: A foto mostra mais detalhadamente o aspecto da peça da foto anterior do lado em que existe uma maior concentração de carbono.

2.1.4 –Fósforo e Manganês: Vemos na foto VI 5 uma superfície toda “enrugada” e com aparência de péssimo escorrimento. Após a realização da análise do material que constitui o metal base, foi constatada a presença de elevada concentração de carbono, fósforo e maganês.
2.2 – Manchas de Ferrugem: essas manchas, originárias pelo contato de peças zincadas com peças oxidadas não são prejudiciais à resistência à corrosão do revestimento. Podem ser causadas também pelo gotejamento de ácido decapante retido nas dobras ou nas juntas das peças (choro), prejudicando o revestimento e exigindo mudanças de projeto

2.3 – Aspereza: é decorrente do excesso de decapagem, imersão por tempo prolongado ou temperatura alta. Pode ser inaceitável em aplicações específicas em que afete a estética ou o desempenho do produto

2.4 – Escorrimentos: dependem da geometria das peças e por conseqüência algumas variáveis do processo devem ser levadas em conta, como temperatura, velocidade, resfriamento e permanência da peça no banho.

2.5 – Grumos: mais conhecido como areião, os grumos são impurezas do banho de zinco fixadas na superfície da peça no momento da sua retirada do banho (borra, carvão, óxidos, chumbo). A quantidade excessiva de grumos é normalmente motivo de rejeição, pois tendem a fragilizar o revestimento.

2.6 – Corrosão Branca: depósitos brancos formados na superfície das peças devido ao armazenamento inadequado ou transporte sob umidade ou má ventilação. A corrosão branca não compromete o revestimento original de zinco.
2.7 – Pontos Nus: pequenas falhas de até 8mm2 são protegidas catodicamente e não tem efeito significativo na vida do revestimento. Os pontos nus também podem ser originários de defeitos de laminação do aço. Pequenas áreas danificadas durante o transporte, manuseio e montagem podem ser reparadas por metalização e/ou no campo com tinta rica em zinco.

2.8 – Bolhas: Causadas pelo hidrogênio absorvido na decapagem e liberadas no banho de zinco. A resistência à corrosão não será prejudicada desde que as bolhas representem pequenas falhas na uniformidade do revestimento. (foto VI 12)
Projeto de Peças
1 – Metal Base: aço baixo carbono, baixa liga
e ferro fundido podem ser zincados por imersão
a quente, revelando diferenças no aspecto
visual. A limpeza por jateamento abrasivo pode
ser utilizado em combinação, pois tende a melhorar
a aparência de uma peça soldada além
de sua aderência.
2 – Forma: desde que tenham sido projetadas
adequadamente, peças de quaisquer
tamanhos e formas poderão ser zincadas em
uma ou várias etapas.
3 – Escoamento do Zinco e liberação dos
gases: é vital que a peça ou conjunto seja projetada
e construída prevendo-se furações que
permitam o total enchimento de zinco em sua
parte interna e a fácil expulsão dos gases evitando
assim risco de explosões.
4 – Soldas: os banhos de decapagem não
removem cascas ou escórias de solda que resultam
em falhas. Portanto deve-se usar soldas
que não produzam este tipo de escórias ou
carepas (tipo MIG, TIG).
Quando tratar-se da união de duas peças
por solda é aconselhável que: os cordões de
solda sejam contínuos e a superfície selada
não ultrapasse 300 mm2 da área para cada milímetro
de espessura do material base. As superfícies
sobrepostas exigem solda contínua
e um orifício para aliviar a pressão a fim de
evitar riscos de explosão.
5 – Deformações: Normalmente, uma peça
zincada não está livre de empenamentos ou ondulações.
Quando mergulhada num banho de
zinco a 450°C, sofre alívio de tensões internas, resultantes
de solda ou deformações plásticas.
Providências devem ser adotadas para minimizar
essas deformações como por exemplo:
controle de procedimento de soldagem, diferenças
de espessuras e prover de alças e orifícios,
para zincar numa única imersão.
6 – Partes Móveis: quando tratar-se de partes
móveis num mesmo conjunto, uma folga de
1 a 3 mm é suficiente para manter a sua movimentação
após a zincagem.
Lumegal Industria e Comercio Ltda.
Avenida Café Filho, 262, Casa Grande, Diadema, São Paulo - Tel: (11) 4066-6466![]()
Rua Herminio de Mello, 1193, Distrito Industrial Domingos Giomi, Indaiatuba, São Paulo - Tel: (19) 3935-9888